
3D-tulostin: Kuinka parhaat filamentit toimivat ja mitä ne ovat - selitetään yksinkertaisesti
3D-tulostaminen on tulossa yhä suositummaksi. Tämä artikkeli selittää 3D-tulostimen toiminnan, millä filamenteilla tulostat vaikuttavia malleja ja joitain käytännön vinkkejä.
Kuinka 3D-tulostin toimii?
3D-tulostimet ovat kuin hiekka meren rannalla. Sen mukaisesti on olemassa erilaisia tekniikoita, joilla tulostin luo mallin. Periaatteessa kaikki tulostimet voidaan kuitenkin määrittää yhdelle neljästä eri tekniikasta.
- Toisaalta siellä on stereolitografia ("SL" tai "SLA"). Tulostimessa on kylpyamme, jossa on nestemäistä fotopolymeeriä. Fotopolymeerit ovat muoveja, jotka kovettuvat, kun ne altistetaan valolle. Tulostimet toimivat yleensä akryyli-, epoksi- tai vinyyliesterihartsilla. Hartsi kovetetaan laserilla. Fotopolymeerialtaassa on ylätaso, joka liikkuu vähän alaspäin yhden tason kovettumisen jälkeen (syvemmälle kylpyhuoneeseen). Kun malli on täysin kovettunut, muovilla on korkea lujuus ja kemiallinen kestävyys. Tämän prosessin etuna on sen tarkkuus: tulostin voi tulostaa myös mikrometrin kokoisia rakenteita. Valitettavasti stereolitografiatulostimet ovat tällä hetkellä edelleen erittäin kalliita.
- Selektiivinen lasersintraus ("SLS") tunnetaan myös. Ymmärtääksesi miten se toimii, kuvittele putki, johon tasanko rakennetaan uudelleen. Tasangon yläosa on alussa. Ensinnäkin telaa käytetään jakamaan muovi, muovipäällysteinen muovaushiekka, metalli- tai keraaminen jauhe tasangolle. Sitten laser ajaa ylätasangon yli ja lämmittää tiettyjä pisteitä jauheessa siten, että ne yhdistyvät ja esineen ensimmäinen taso luodaan. Platoo laskeutuu sitten hiukan ja prosessi alkaa uudelleen. Joten esine voidaan rakentaa kappaleelta. Käytännöllistä on, että muu materiaali voi toimia tukimateriaalina ja - toisin kuin stereolitografia, tukijärjestelmiä ei tarvitse tulostaa.
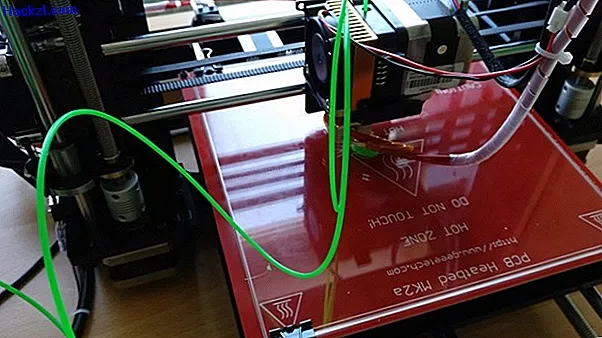
- Klassisessa 3D-tulostuksessa, sulatetulla kerrostumismallinnuksella ("FDM") nestemäinen muovi levitetään pintaan kerroksittain ekstruuderin avulla, joka kovettuu välittömästi. Sitten pinta liikkuu vähän alaspäin (tai suulakepuristin ylöspäin) ja seuraava kerros tulostetaan. Tulostimet ovat suhteellisen halpoja, ja ne voidaan koota itse jollakin tietotaidolla. Tukimateriaali on kuitenkin tulostettava kohteille, joissa on "ylitys", eli esineille, jotka ovat huomattavasti leveämpiä yläreunassa kuin alaosassa. Lisäksi painotarkkuus on suhteellisen epätarkka verrattuna stereolitografiaan. Harrastelijoille ja kiinnostuneille tämä on kuitenkin aivan oikea menettely.
Mitä säikeitä siellä on?
Sulatettujen kerrostumien mallinnuksella voit tulostaa ns. Filamenteilla. Nämä ovat teloja, joille termoplastiset materiaalit kierretään lankamuodossa. Tyypistä riippuen on kuitenkin joitain eroja.
- Polylaktideja ("PLA") käytetään yleisimmin tulostimissa. Muovia saadaan pääasiassa regeneratiivisista lähteistä, kuten maissitärkkelyksestä. Siitä huolimatta se ei ole biohajoava. Muovi on metyyliryhmänsä vuoksi elintarvikkeille turvallinen ja vettä hylkivä. Se on myös palonestoaine ja kestää pitkään UV-säteilyä. Suurin etu on kuitenkin painatus: ei ole epämiellyttävää hajua.
- Akryylinitriili-butadieeni-styreenikopolymeeriä ("ABS") käytetään myös hyvin usein. Tämä muovi on yksi maailman eniten käytettyjä muoveja. Se on erityisen kestävä öljyille, rasvoille ja korkeille lämpötiloille. Toisin kuin PLA, ABS on huomattavasti vaikeampi. Tulostaessa ei kuitenkaan tulisi hengittää tämän muovin hajua. Vastuu on suuri ongelma tulostettaessa. Vaikka PLA tarttuu hyvin lämmitettyyn lasilevyyn, jotkut ABS-tyypit tarttuvat erittäin heikosti huolimatta erittäin kuumasta kuumennuskerroksesta ja kaksipuolisesta teipistä. Erittäin hienoja malleja voidaan kuitenkin luoda ABS: llä. Tulostamisen jälkeen malleilla on yleensä mattaväri. Jos kuitenkin asetat mallin lasikupolin alle, jossa on asetonilla kostutettu kangas, malli muuttuu jonkin ajan kuluttua melko sileäksi: ABS liukenee asetoniin, metyylietyyliketoniin tai dikloorimetaaniin.
- Polyvinyylialkoholi ("PVAL" tai "PVOH"), jota tuotetaan polyvinyyliasetaatin hydrolyysillä, on erittäin käytännöllinen malleissa, joissa on ylitys. Tämän muovin erityinen asia on, että se on vesiliukoinen. Esimerkiksi 3D-tulostimessa, jossa on kaksi puristinta, voit tulostaa mallin PLA: lla, mutta tukirakenteen PVAL: lla. Tämä muovi ei kuitenkaan sovellu filamentiksi todellisen mallin tulostamiseen, koska vesi imeytyy ilmasta ja mallit eivät kestä kauan.
- Suuritehoista polystyreeniä ("HIPS") käytetään enimmäkseen tukimateriaalina ABS: lle. Tällä muovilla on korkea iskunkestävyys ja kovuus, mutta se voidaan liuottaa limoneenilla, jota löytyy esimerkiksi sitruunaöljystä.
- Tulostaminen PLA-yhdisteillä on erityisen yksinoikeutta. Tämä on seos PLA: ta ja muiden aineiden hiukkasia. Joten voit tulostaa myös esimerkiksi puulla tai kuparilla.
- Polykarbonaatteja ("PC") käytetään harvoin tulostamisessa. Etuna tässä on erittäin korkea sulamislämpötila, 270 - 300 ° C. Tällä muovilla on myös korkea iskunkestävyys ja lämmönkestävyys.
- Jos haluat tulostaa pyydyksiä tai ruuveja, joiden on kestettävä voimakkaita voimia ja jotka eivät saa rikkoutua, suosittelemme polyheksametyleeniadipiinihappamiinia, joka tunnetaan myös nimellä "nylon" tai "PA".
- "Elastiset" tai "Flex" -filamentit, jotka koostuvat yleensä eri materiaaleista, löytyvät usein Internetistä. Suurin etu tässä on joustavuus. Tämän avulla voit tulostaa joustavia ja kumisia malleja. Pääosana käytetään yleensä uretaaniin ("TPU") perustuvia termoplastisia elastomeerejä.
- Voit myös tulostaa kuppeja ja lautasia. Tätä varten tarvitset elintarvikkeille turvallista muovia. PLA: n lisäksi on myös polypropeenia ("PP"), joka on myös hieman joustava. Ruokakelpoinen PLA: n ja ABS: n yhdistelmä on PETG, jota on myös helppo tulostaa ja joka on erittäin säänkestävä.
Kuinka tulostusprosessi toimii?
Luo ensin 3D-malli CAD-ohjelmalla ja tallenna se STL-tiedostona.
- Tämä STL-tiedosto ladataan sitten viipalointiohjelmaan, kuten Cura tai Slic3r.
- Leikkausohjelmassa sinulla on mahdollisuus asettaa mallin ominaisuudet, kuten täyttötiheys tai tukirakenteiden käyttö.
- Ohjelma muuntaa sitten 3D-mallin G-koodiksi. Tämä sisältää kaikki asennot, jotka suulakepuristimen tulisi siirtyä peräkkäin. Sillä välin filamentti suulakepuristetaan, jolloin muodostuu haptinen malli.
Seuraavassa käytännön vinkissä annamme sinulle johdannon CAD-ohjelmaan "Solid Edge", jonka avulla voit luoda monia käytännöllisiä 3D-malleja.